






La empresa de origen italiano AEB (Agencia Enológica Bresciana), con sede central en Argentina en Maipú, Mendoza, ofrece un método para combatir el estrés de las levaduras secas activas (LSA) durante la fase de rehidratación en la vinificación, lo que permite restaurar las funciones vitales del microorganismo mediante la reabsorción del agua celular. Para arribar a este desarrollo, que mejora la calidad del vino, tres destacados investigadores italianos realizaron una serie de tests y evaluaciones que sintetizaron en un informe, el que a continuación reproducimos.
Las levaduras secas activas (LSA) constituyen una realidad consolidada en el panorama de la enología global y con el tiempo han contribuido a mejorar el estándar de calidad de la producción vinícola. Como organismos vivos con su propio metabolismo adaptativo, las LSA son propensas a sufrir daños por estrés en correspondencia de los cambios ambientales repentinos y constantes. Esto ocurre tanto en el contexto del proceso de producción, en el que las levaduras se someten a una fase de deshidratación (secado), como en bodega, donde tiene lugar el proceso opuesto (rehidratación).
Durante la fase de secado, las levaduras sufren un doble estrés al ser sometidas a:
1) un tratamiento térmico, destinado a eliminar una gran cantidad de agua presente dentro de las células;
2) un tratamiento de presión debido a la presión osmótica negativa debido a una progresiva concentración de solutos, que puede conducir a la concentración de las macromoléculas intracelulares y por ello a su posible agregación.
Está ampliamente documentado que la levadura reacciona a estas condiciones al desencadenar mecanismos de regulación de genes. Sin embargo, la trehalosa también desempeña un papel esencial en la resistencia al estrés derivado del proceso de secado. Una cantidad de trehalosa igual al 2/3% del peso seco de la levadura es suficiente para aumentar drásticamente su vitalidad después de la reactivación.
Esta acción de protección contra el estrés parece estar relacionada con la capacidad de la molécula de trehalosa para reemplazar el agua del interior de las células, contribuyendo así no sólo a la resistencia al secado, sino también al estrés por el calor (heat stress), que también es fundamental en el contexto del secado industrial y en la liofilización. Un mecanismo alternativo para explicar la acción protectora de la trehalosa es la prevención de la agregación de proteínas tanto a nivel citoplasmático como en la membrana celular.
Cómo influye la trehalosa
La producción de trehalosa es inducida por las condiciones de estrés, por lo que los productores de levadura intervienen en las variables del proceso para maximizar el porcentaje de este compuesto sobre el peso seco de la levadura. En condiciones experimentales, la inducción de la producción de trehalosa por el estrés de inhibición de carbono o nitrógeno, ha conllevado a porcentajes finales del orden del 13%.
Durante la producción industrial del LSA es fundamental tener en cuenta estas características metabólicas de la levadura con fin de tener una correcta gestión de los parámetros del proceso y por ello obtener productos que tengan una vitalidad correcta para el desarrollo de la fermentación.
Para no desaprovechar lo desarrollado en la fase de producción, es fundamental que el paquete comercial del LSA se use de manera óptima en bodega donde la levadura se somete al proceso de rehidratación; este último tiene el objetivo de restaurar las funciones vitales del microorganismo con la reabsorción del agua celular.
Qué le ocurre a la célula de levadura durante la rehidratación
Cuando un microorganismo deshidratado se introduce en agua, la célula tiende a absorberla muy rápidamente en las primeras fases, y posteriormente más lentamente hasta su total hidratación. Durante la primera etapa de la asimilación de agua se produce también una migración de componentes intracelulares con daños importantes para la célula, conllevando en ciertos casos a la muerte. Se ha medido una pérdida de vitalidad importante, hasta un descenso de 100 veces en el UFC.
Se ha encontrado también que la permeabilidad de las levaduras secas aumenta rápidamente durante la rehidratación con la pérdida de componentes celulares de aproximadamente 20/30% del peso seco.
El aumento de la permeabilidad de la membrana citoplásmica y una pérdida sustancial de las sustancias intracelulares explican la formación de burbujas o la aglomeración de las mismas en la superficie de la célula rehidratada. Las sustancias dispersadas en el medio son principalmente aminoácidos, vitaminas, nucleótidos y compuestos inorgánicos.
Esta problemática es abordada por AEB adicionando glucosa en la fase de rehidratación, que equilibra la presión osmótica y disminuye la permeabilidad de la membrana citoplasmática; la glucosa penetra en el interior de la célula y estimula la formación de proteínas en forma de gel que impiden la liberación de sustancias intracelulares. La presencia de glucosa determina también un mayor consumo de trehalosa y glucógeno, factores de resistencia al estrés.
La glucosa no es el único elemento importante para una correcta rehidratación. También lo son la temperatura de rehidratación, la ausencia de inhibidores (o su absorción), la presencia de sales (Ca++, K+), de esteroles, nitrógeno y antioxidantes. De hecho, las células de levadura en esta fase tienden a absorber junto con el agua algunos componentes disueltos en ella gracias a una recuperación de la actividad metabólica.
Respecto a la temperatura, el valor óptimo de la saccharomyces cerevisiae está alrededor de 35º C; por debajo de este valor, la mortalidad celular aumenta hasta un 60% a 9º C.
Dos estrategias de rehidratación comparadas
Por consiguiente, es evidente que la rehidratación desempeña un papel decisivo en las primeras fases del crecimiento de un cultivo starter de levadura. Con este trabajo, se busca demostrar cómo dos estrategias diversas de rehidratación pueden efectivamente influir en la viabilidad de las células, entendida como la relación entre células vivas y células muertas (coloración con azul de metileno de Fink y Kules), y su actividad metabólica (entendida como pérdida de peso durante la fermentación alcohólica).
El método AEB para optimizar la fase de preparación de las levaduras en bodega requiere una rehidratación de LSA en una proporción de 1:10 con agua a una temperatura de aproximadamente 35º C y la adición de un potenciador a base de aminoácidos, esteroles, micro-elementos, glutatión y vitaminas, en proporción de 1:4 con la levadura, MCR o Azúcar (5% del agua en la que se rehidrata la levadura).
En las siguientes pruebas hemos comparado este método con el propuesto por otros productores y que llamaremos «sin azúcar», que consiste en introducir las levaduras en agua caliente sin agregar azúcar.
El gráfico 1, a continuación, muestra las diferentes viabilidades en las muestras rehidratadas sin azúcar y las muestras rehidratadas conforme al método AEB, la prueba simula una rehidratación en recipiente como se realiza normalmente en bodega.
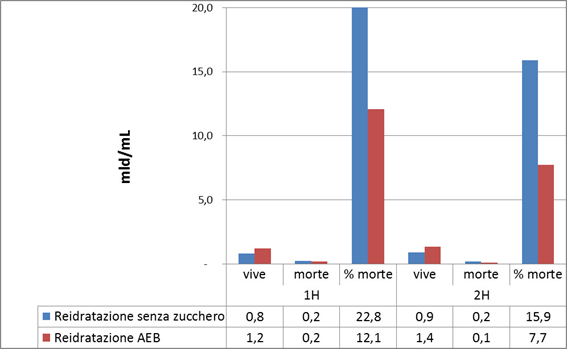
El gráfico muestra cómo el método AEB permite obtener un 33% más de células vivas; por lo tanto, las fermentaciones son iniciadas por un número de células adecuado, aptas para tomar la prevalencia sobre cualquier carga de levaduras salvajes. Además, el mismo método también permite menos pérdida de producto.
Otro parámetro importante es la medición de la actividad celular, funcionalidad valorable en la regularidad de las fermentaciones. Este parámetro se cuantifica realizando una simulación de fermentación y midiendo la pérdida de peso de la muestra, extrapolada a la producción de CO2 y la transformación de los azúcares en etanol.
Del recipiente preparado anteriormente, se ha tomado una cantidad de mÇL para representar una dosis final de 20 g/hL en el volumen de fermentación final. De hecho, si consideramos que en 1g de LSA están contenidos aproximadamente 15 x 109 células, pudiendo estimar un número de células igual a 3 x 106 células /mL en el volumen final, es más que suficiente para garantizar un correcto transcurso fermentativo.
Posteriormente, se ha procedido a medir los parámetros funcionales de las fermentaciones.
Se han examinado tres hipólisis (1, 2 y 3), de las cuales dos presentaron situaciones antagónicas/adversas (2 y 3) pero realistas para las LSA; en el gráfico siguiente se muestran los valores de pérdida de peso a las 24 horas y 89 horas.
- LSA rehidratada con el método AEB y «sin azúcar» y posteriormente inoculada en mosto tinto sintético con 210 g/L de azúcar y 50 ppm de anhídrido sulfuroso.
- LSA rehidratada con el método AEB y «sin azúcar» y posteriormente inoculado en un mosto con 1,5% de alcohol-desarrollado.
- LSA rehidratada con el método AEB y «sin azúcar» e inoculada en un mosto con 250.000 ufc/mL de microorganismos contaminantes.
Gráfico 2 – Pérdida % a las 24 horas de la inoculación
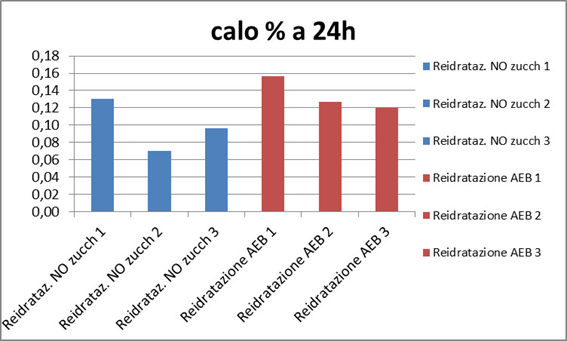
Gráfico 3 – Pérdida % a las 89 horas de la inoculación
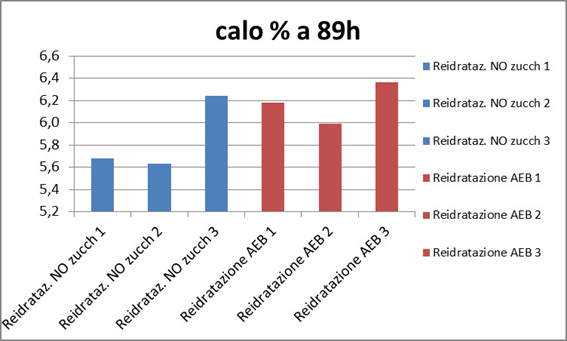
Comparando las tres propuestas rehidratadas con el método AEB frente a las correspondientes «sin azúcar» se puede apreciar cómo en cada situación con el método AEB hay un aumento en la pérdida de peso, dato que se confirma también a las 89 horas de la inoculación. Estos datos muestran cómo las levaduras rehidratadas con el método AEB también tienen un desarrollo fermentativo más rápido.
En conclusión, la rehidratación de la levadura es una fase de estrés para nuestros microorganismos, por lo que es de fundamental importancia aplicar un protocolo que tenga en cuenta las demandas metabólicas de la cepa que preparamos para utilizar nuestras fermentaciones.
Una empresa global líder en enología y biotecnologías
AEB nació en 1963 en Brescia, Italia, y hoy tiene 40 filiales, firmas, universidades y laboratorios asociados en los 5 continentes, con más de 400 empleados.
Líder en enología y biotecnologías, desde su sede en Mendoza, AEB ofrece una amplia gama de productos con las más innovadoras técnicas de elaboración y tratamiento del vino.
El servicio de AEB para la industria agroalimentaria provincial, nacional e internacional incluye un completo abanico de levaduras, con productos nitrogenados y derivados de la levadura.
A esto se suma una amplia variedad de enzimas, que ayudan al técnico en todas las etapas tecnológicas, y una selección de derivados de madera, ya sean chips o taninos, que permiten elaborar vinos más estructurados y de larga vida. Para completar la oferta de AEB, se ofrecen los equipos, coadyuvantes de filtración y detergentes, con el fin de trabajar siempre en las mejores condiciones higiénicas.
Fuente: Estudio de los investigadores Carlo Montanini, Tommaso Bonciani y Nicoletta Facondini, de AEB Group
